

以下是:常年供应酸洗-全国配送的产品参数常年供应酸洗-全国配送,汇鑫源管业有限公司为您提供常年供应酸洗-全国配送的资讯,联系人:经理,电话:13563588058、13563588058,QQ:18151371377,发货地:开发区发货到广西省 北海市 银海区、海城区、铁山港区、合浦县。 广西壮族自治区,北海市,银海区 银海区,隶属广西壮族自治区北海市,位于北海市中南部,是北海市一县三区的结合部,西接海城区,南临北部湾,东与铁山港区交界,北与合浦县相邻。总面积541平方千米。截至2022年10月,银海区下辖4个镇。2021年,银海区常住人口31.85万人,户籍人口19.55万人。
我们的现场实拍视频将带您走进常年供应酸洗-全国配送产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。以下是:常年供应酸洗-全国配送的图文介绍
钢管酸洗工艺过程:工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→烘干预热→热镀锌→整理→冷却→钝化→漂洗→干燥→检验有关工艺过程说明(1)脱脂可采用化学去油或水属脱脂清洗剂去油,达到工件完全被水浸润为止。(2)酸洗可采用H2SO415%,硫脲0.1%,40~60℃或用HCl20%,六次四1~3g/L,20~40℃进行酸洗。加入缓蚀剂可防止基体过腐蚀及减少铁基体吸氢量。脱脂及酸洗处理不好会造成镀层附着力不好,镀不上锌或锌层脱落。(3)浸助镀剂也称结合剂,可保持在浸镀前工件具有一定活性,以增强镀层与基体结合。NH4Cl15%~25%,ZnCl22.5%~3.5%,55~65℃,5~10min。为减少NH4Cl挥发可适当加入甘油。
在现在很多的无缝钢管厂里面,主要是以冷拔和热轧无缝钢管为中心生产和销售,同时这两种的生产制作过程也是不同的。所以在这两种无缝钢管的生产工序里面,还是冷拔无缝钢管的制作过程比较复杂。冷拔无缝钢管首先在管坯的问题上就要进行连轧,连轧以后才能进行定径的测试,这个时候需要管坯的表面没有任何的裂纹响应后才可以进行下一道工序。
酸洗是指用酸洗溶液如盐酸,硫酸等洗掉工件上的氧化层和灰尘等物质。清洗表面的作用磷化即一种处理方法,磷化液,有锌系磷化液,锰系磷化液等,磷化有很多种,作用也不同,如钢丝的磷化是使钢丝在拉细起到润滑作用的,有的是为了起到打底漆的作用,增强基体与漆体的结合力,还有的是起到耐腐蚀等等作用。管路清洗完毕如果没有很快进入调试阶段,必须在管路中及时铺油,而且要在整个内壁上都形成一层油膜,以免产生二次生锈。油洗之后,调试之前必须再次对管路进行检查,特别是在管路的拐弯处以及大的集流腔等容易积存油液的地方,要打开管路进行检查,放出残存的油液,并用干净的油液再冲洗,直到看不到杂质为止。
北海银海汇鑫源管业有限公司以先进的生产设备,齐全的检测手段,雄厚的技术力量,科学的管理方法,生产高质量的 球墨铸铁管产品。生产的各种系列 球墨铸铁管产品通过有关检测机构的检测。
公司由一批在 球墨铸铁管行业从业十几年的工程师、技术人员、生产员工、质量检测的技术队伍组成,并有一支高素质、富含经验的行业管理和销售团队。
槽式酸洗工艺流程及配方(1)脱脂。脱脂液配方为:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3)=2%;其余为水。操作工艺要求为:液体温度70~80℃,浸泡4h。(2)水冲。压力为0.8MPa的洁净水冲干净。(3)酸洗。酸洗液配方为:HCl为13%~14%;缓蚀剂为1%;其余为水。操作工艺要求为:常温浸泡1.5~2h。(4)水冲。用压力为0.8MPa的洁净水冲干净。(5)二次酸洗。酸洗液配方同上。操作工艺要求为:常温浸泡5min。(6)中和。中和液配方为:NH4OH稀释至pH值为10~11的溶液。操作工艺要求为:常温浸泡2min。(7)钝化。钝化液配方为:钝化剂为8%~10%;NH4OH为2%;其余为水。操作工艺要求为:常温浸泡5min。(8)水冲。用压力为0.8MPa的净化水冲净为止。(9)快速干燥。用蒸汽、过热蒸汽或热风吹干(10)封管口。用塑料管堵或多层塑料布捆扎牢固。如按以上方法处理的管子,管内清洁、管壁光亮,可保持2个月左右不锈蚀;若保存好,还可以延长时间。
汇鑫源李经理严把质量关确保给用户优质的产品,供货及时,保质保量,给您的满意,酸洗钝化无缝钢管,加工酸洗各种用途钢管,钢管酸洗、钢管退火、钢管镀锌、钢管喷漆、钢管打捆等,找汇鑫源李经理,可靠。
公司在清洗方面拥有“八五”重点项目,汇鑫源清洗技术,通过化工部的技术鉴定,缓蚀剂及工业清洗(二级)等级评定,从采样,分析,施工方案制定,清洗剂的配制,缓蚀率检测以及终形成了一套科学管理方法,具有污垢彻底,清洗速度快,缓蚀率高,操作简便,性能稳定可靠和费用低廉等特点,适用于各类大型装置(包括引进装置)及其他设备的系统清洗
汇鑫源酸洗钝化无缝钢管 各种管道用酸洗无缝钢管加工 山东聊城汇鑫源管业有限公司产品简介:液压系统在制造、试验、使用和储存中都会受到污染,而清洗是污染,使液压油、液压元件和管道等保持清洁的重要手段。无论润滑管路还是液压管路, 酸洗、油洗两个步骤均应完整进行。
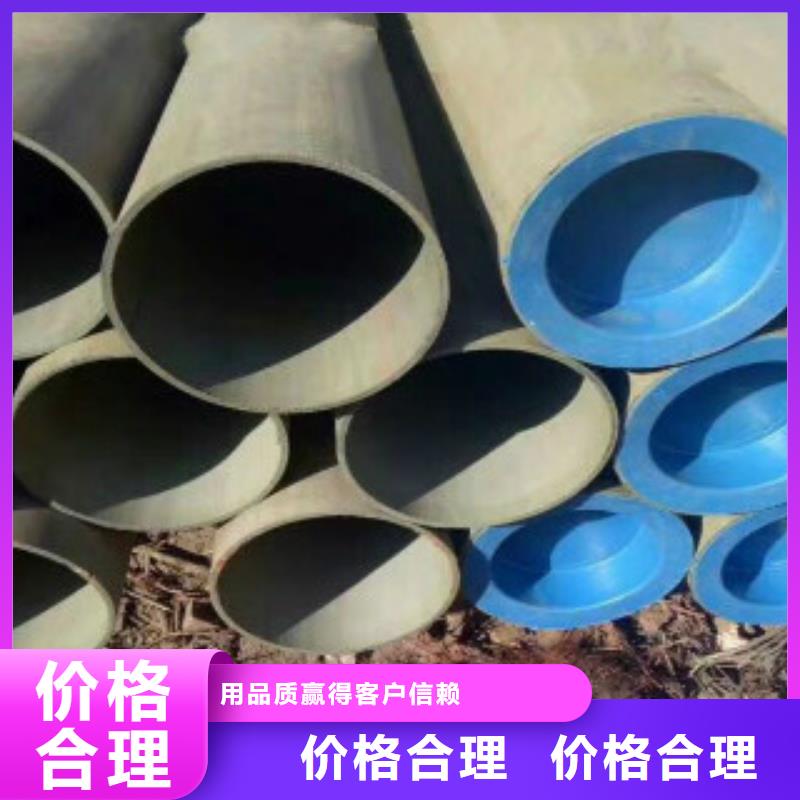
酸洗目的:卫生级洁净管道通过酸洗钝化和清洗等程序,使管道能够达到无菌物料输送的要求酸洗工艺流程:脱脂---水洗---酸洗----水洗---封闭剂 一般无缝钢管(碳钢)的酸洗方法有2种,如下:
1.硫酸:稀释至20%左右的浓度,加热到60—65度,一般洗20-30分钟;
2.盐酸:同样稀释至20%左右的浓度,直接室温酸洗,一般洗20-30分钟,酸洗后的钢管要进行防锈处理的,钝化是其中的一种,要看钝化的质量如何,还有封闭剂的选用也很重要的。酸洗后(以去除氧化皮为准),要立即用水冲洗,立即中和处理,防锈的话,还要进行钝化处理。汇鑫源酸洗钝化无缝钢管 各种管道用酸洗无缝钢管加工
工艺流程 ①操作过程 ;水洗:用压力不低于0.5MPa的常温水冲洗管子内外壁污泥一脱脂去油;用3%的苛性钠溶液加温到80℃浸渍2h→水洗;用压力不低于0.5MPa的常温水冲洗→第二次脱脂去油;用磷酸三钠、碳酸钠、水玻璃、石油黄酸6%加热至70~90℃浸渍30min→热水洗;用50℃~60℃温水浸渍3~5min→酸洗;用15%的硫酸和0.2%的抑制剂溶液在常温下浸渍2h→水洗;用不低于0.5MPa压力的水冲洗管子内外壁的残余酸液和墨灰,使PH值达到6~7,冲净为止→中和;用5%~6%碳酸铀在常温条件下浸渍10~15min→水洗;条件同上→18%→铬酐5%~6%浸渍1~2min去灰→铬酐20%→25%浸渍1~2h第二次去灰→水洗;在常温条件下浸渍2~3min,→钝化;用亚钠5%~6%,氢氧化钠3%动态浸渍10~15min→热水洗;用50℃—60℃的热水上下反复浸渍15min→干燥;用洁净的热压缩空气快速干燥→检验;目测检查管子内外表面,可用手电筒照射或解剖检查管子内腔也可用白布擦拭,无明显的铁锈和黑灰→封口;管子先包一层塑料布再包一层再生布→刷底漆;立即刷 遍底漆→保管;无缝钢管酸洗钝化把酸洗钝化后的管子堆放在干燥通风良好的地方,防止空气湿度过大或淋。
无缝钢管工艺流程 酸洗工序可分为酸洗、清水冲洗、中和,再清水冲洗、干燥,后进行刷涂或钝化处理。钝化处理是把酸洗过的管子经中性、干燥处理后浸入钝化液,使之生成一种致密的氧化膜,提高了管子的耐腐蚀性能。碳素钢及低合金钢管道酸洗、中和、钝化液的配方可参考有关标准。一般情况下可以用浓度(按重量计)为10%的工业硫酸进行酸洗除锈,其除锈效果与溶液的温度有比较密切的关系.当把酸洗溶液加热至60~80℃时,除锈速度明显加快。 硫酸的相对密度为1.84,配制硫酸溶液时,应把硫酸慢慢倒入水中,严禁把水倒入
常年供应酸洗-全国配送,汇鑫源管业有限公司专业从事常年供应酸洗-全国配送,联系人:经理,电话:13563588058、13563588058,QQ:18151371377,发货地:开发区,以下是常年供应酸洗-全国配送的详细页面。













